What is three-axis machining?
Three-axis machining refers to CNC milling performed along three linear axes: X, Y, and Z. During operation, the workpiece remains fixed on the machine table, while the cutting tool moves in these three directions to remove material. This configuration is widely used for machining flat surfaces, slots, pockets, and simple contoured features, making it suitable for two-dimensional and two-and-a-half-dimensional parts. Three-axis machines can also produce angled features, provided that the angle is defined relative to one of the primary axes. Due to its stable structure and straightforward programming, three-axis machining remains a cost-effective and reliable solution for standard CNC milling applications.
Advantages of Three-Axis Machining:
One major advantage of three-axis machining is its cost efficiency. The machine structure is relatively simple, which results in lower equipment investment and maintenance costs. This makes three-axis CNC machines a practical choice for machining common mechanical components and small to medium-sized molds, especially in cost-sensitive production environments.
Another benefit lies in operational simplicity. Programming for three-axis CNC machining is straightforward and widely supported by CAM software, allowing operators with basic to intermediate skills to get started quickly. The shorter learning curve helps manufacturers reduce training time while maintaining stable production quality.
In addition, three-axis machining offers high machining stability. With motion limited to three linear axes, machine dynamics are easier to control, resulting in predictable cutting behavior and consistent accuracy. This stability makes three-axis CNC machines well-suited for high-repeatability tasks and batch production where process reliability is critical.
What is four-axis CNC machining?
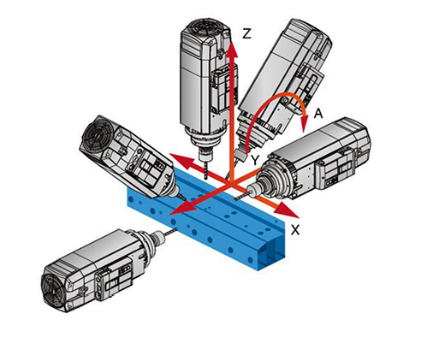
Four-axis CNC machining builds on three-axis machining by adding a rotary axis, typically referred to as the A-axis. This additional axis allows the workpiece to rotate during machining, significantly expanding the range of features that can be produced. In a typical four-axis milling configuration, the spindle remains perpendicular to the workpiece, which is mounted on a rotary fixture aligned with the X-axis. As the A-axis rotates, multiple faces of the part can be machined in a single setup, eliminating the need for repeated repositioning and re-clamping.
Four-axis CNC machining generally includes two operating modes: indexing machining and continuous machining. In indexing mode, the rotary axis positions the workpiece at fixed angles for machining, enabling accurate four-sided processing in one setup. Continuous four-axis machining allows the cutting tool to remove material while the workpiece rotates about the A-axis, making it possible to machine complex geometries such as helical features, spiral grooves, and cam profiles that are difficult or inefficient to achieve with three-axis machines.

What are the advantages of four-axis machining?
The primary advantage of four-axis machining is its expanded machining capability. By introducing a rotary axis, multiple faces of a part can be machined in a single setup, significantly reducing the need for manual repositioning and additional fixtures. This not only shortens cycle time but also lowers overall production costs, especially in batch machining of prismatic components.
Four-axis machining also improves dimensional consistency by minimizing human intervention. Because the part remains clamped while different faces are machined, cumulative positioning errors caused by repeated re-clamping are greatly reduced. As a result, tighter tolerances and more consistent part quality can be achieved compared to three-axis machining, particularly for multi-face features and deep drilling operations.
In addition, four-axis CNC machining enables the production of inclined or angled features that are difficult or inefficient to machine on three-axis machines. As long as these features are oriented around the same rotary axis, they can be completed in one setup. For parts requiring features around multiple tilt directions, however, additional fixtures or more advanced multi-axis machines may still be necessary.