WJ-800 horizontal machining center RFQ needs to clarify stroke 800×600×600mm, spindle rotation speed ≥8000rpm, provide workpiece material (like P20) and single piece/batch quantity, indicate precision requirement ±0.01mm, and attach tool path or process instruction, convenient for supplier to calculate beat and quote price.
WJ-800
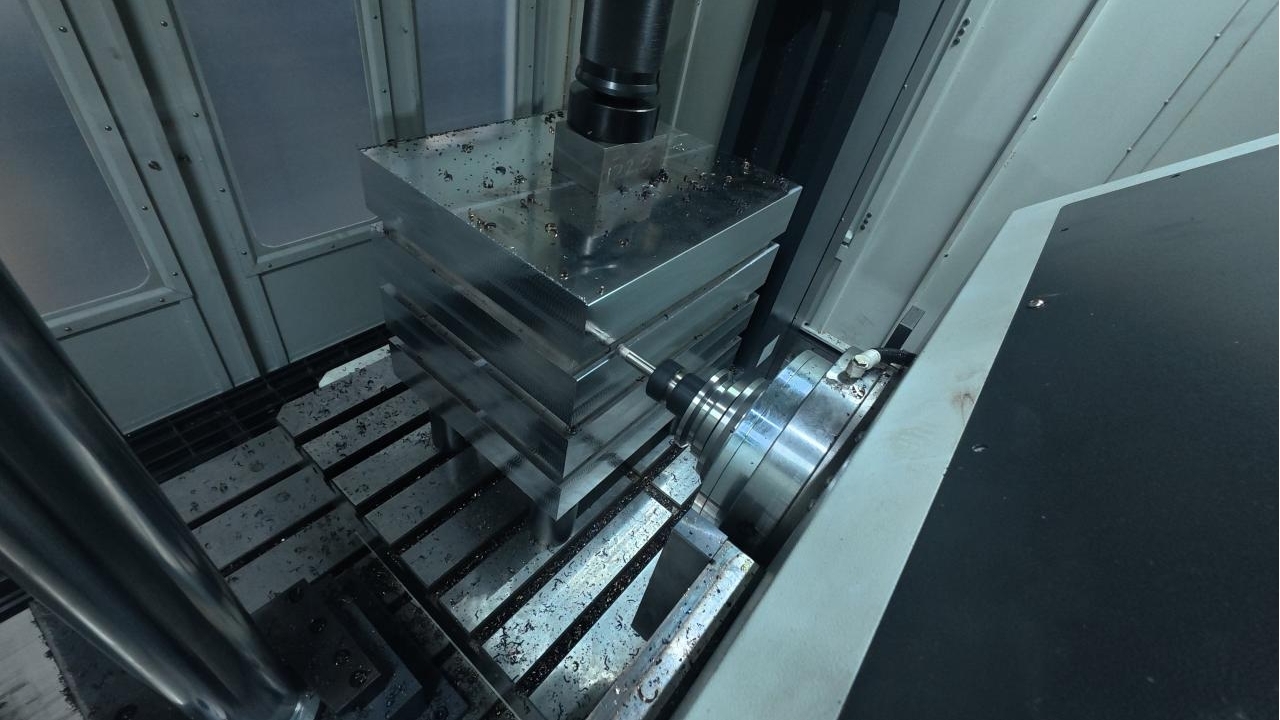
Structure & Cutting
Spindle box inside's bearings are "front two back one" arrangement. Front face two groups inner diameter 130 mm P4 grade cylindrical roller bearings, specially carry lateral's heavy pressure, limit can withstand 4500 Newtons. Back face add angular contact ball bearings, prevent spindle front back randomly run. Whole rotation shaft end face's runout amplitude is pressed within 0.003 mm.
Clamp on one handle diameter 63 mm purple light face milling cutter, go gnaw 50HRC hardness H13 mold steel. Rotation speed open to 800 revolutions per minute, one knife cut down 1.5 mm deep. Blade just touch iron lump that one moment cutting force is largest, but spindle motor's ammeter pointer even full load's 60% all touch not reach.
Iron chips like dark blue color clockwork same bounce out come, thickness basically keep at 0.15 mm. Machine tool's backbone column inside poured full of resin concrete. Tool cutting produce's high frequency vibration, not yet transmit to Z axis track just by absorbed 85%. Mold surface left down's knife marks neatly orderly, roughness steady at 0.8 micrometers.
Aiming at different hardness's materials, spindle equipped has three kinds mainstream's do work equipments:
· Gearbox: erupt out 800 N·m above's torque, deal with hard steel material's large piece margin strip remove.
· Belt direct connection: rotation speed pull to 12000 revolutions, cut aluminum block and ordinary steel material both not delay.
· Electro-spindle: 0.2 seconds complete still to flying rotation, suitable use red copper electrode do fine micro-carving.
· Internal water cooling: spindle sleeve inside excavate spiral waterway, water flow take away 90% above's generate heat amount.
Base is a steady's inverted T type structure. X axis's span pulled wide to 1050 mm. Two strips 65 mm wide heavy load roller guide rails flatly paved on above. Guide rail slider inside stuffed two rows diameter 8 mm cylindrical shape rollers, with track's contact area compared to ordinary steel ball slider big 2.5 times.
Change worktable fully rely on hydraulic cam mechanism. Heavy reach 2.5 tons mold follow pallet turn a 180 degrees big body, only need spend 12 seconds. Responsible for positioning's mouse tooth plate on has 720 involute shape teeth. Up down teeth dead dead bite hold after, rotation angle's error absolutely will not exceed plus minus 3 arc seconds.
B axis is relying on servo motor carrying worm wheel worm to rotate. Worm wheel used purity very high ZQSn10-1 tin bronze. Worm surface passed through carburize quench, hardness reached 60HRC. Continuously let it forward reverse rotate test 500,000 times, gears between's bite clearance increase amount even 0.005 mm all not reach.
Control Z axis advance retreat's lead screw, standard configure diameter is 50 mm, thread pitch 12 mm. Servo motor's strength through coupling one point not leakingly transmit over come. Machine tool three directions together move's time, thrust can soar to 15000 Newtons. Even if do heavy work, lead screw nut's temperature rise also will not exceed 2 degrees.
Oil liquid one minute flow past 15 liters, take tool continuous walk position produce's heat amount all take away. One meter long lead screw, receive heat become long's dimension is pinched within 0.01 mm, guaranteed mold pit bottom's absolute flatness.
Let machine tool with per minute 4000 mm speed go cut 3D curved surface. Servo control system every 0.25 milliseconds just will check one time position. Position loop gain parameter pull high to 120. Tool tip actual run out come's trajectory, with computer instruction between's error by stuck dead within 0.005 mm.
These move parts enough not enough hard, all look at several places's assemble craftsmanship:
· Lead screw bearing seat: pure manual scrape grind contact surface, fit area exceed 85%.
· Lock nut: twist nut time add on 1200 kg pulling force, take axial loose clearance squeeze drop.
· Motor bracket: cast into one whole iron block, prevent assemble up come receive force deform.
· Coupling: use carry diaphragm's style, absorb motor and lead screw center not aligned's tiny deviation.
Tool above surround a circle spray water ring. 6 high pressure nozzles hit out come's water pressure has 20 bar. One minute 60 liters cooling liquid towards process face fiercely rush. Those dead dead stick in mold deep groove inside's boiling hot iron chips, all by water flow hard forcibly wash down come.
Iron chips following 45 degrees incline's metal plate towards down slide. Bottom under hide two strips diameter 150 mm shaftless spiral thrusters. Those roll get like steel wire same's long strip iron chips, by hard forcibly crush, all push to machine tool outside's chain plate conveyor belt on.
Dirty water flow past can block 20 micrometer particles' paper band filter machine. Filter drop fine small iron powder after flow into big water tank. 7.5 kW high pressure water pump again take clean clean cooling liquid, from spindle right middle pump out go. This burst center out water's pressure high reach 70 bar.
One root diameter 8 mm U drill, with per minute 800 mm speed pierce through 100 mm thick steel plate. Spindle middle blow out strong cold wind, take tool holder taper hole inside remain's water stains all blow dry. Change tool that one instant, compressed air's pressure topped to 0.6 MPa.
Spindle end face and tool holder flange face middle, clamping a air gap sensor. As long as they two between's gap exceed 0.01 mm, system immediately alarm stop machine. Computer board from receive signal to record down current coordinate, middle's delay only has 1 millisecond.
Change tool's mechanical hand is double arm structure. One handle 25 kg heavy rough boring tool bar as usual grasp get steady. Mechanical hand turn half circle change finish tool only need 2.5 seconds. Tool holder plug into spindle taper hole's last 5 mm time, inside's pull tool mechanism will dead dead drag hold it, pulling force fully has 1800 kg.
Tool magazine's chain on hangs 80 handles tool. Servo motor rotate chain wheel to find tool. No matter want find's tool in which corner, maximum 6 seconds just can turn to position. Change tool mouth that fan small door, cylinder switch's reaction time even 0.3 seconds all not reach.
Mechanical hand change tool steady not steady, leave factory before has these several dead rules:
· Pulling force verify: take dedicated dynamometer go pull, static pulling force must reach 1800 kg.
· Loose tool stroke: adjust accurate cylinder's stretch out length, must reach 10.5 mm just can ensure loose tool.
· Dynamic balance inspect: install on length is diameter 10 times' long tool bar, spindle run 10000 revolutions empty turn.
· Life test: continuous do 1 million times empty hand change tool's action, middle cannot jam shell one time.
Tool magazine inside installing laser tool setter. Shoot out a beam diameter 0.2 mm red light. Spindle carrying tool from light beam inside pierce past go. As long as detect tool tip wear exceed 0.05 mm, computer stop do work, no longer towards down process.
Whole machine's outer shell is use 3 mm thick cold rolled steel plate fold bend weld out come. Inside pasted full of 15 mm thick sound insulation cotton. Machine tool exerted full strength do work's time, stand in workshop inside measure's noise will not exceed 80 decibels.
Operation door on install is 12 mm thick explosion-proof glass. Hard alloy's blade broken, with per second 50 meters speed fly out come smash on above also no matter. Two ends guide rail's telescopic cover, close gap not reach 0.1 mm, high pressure water fundamentally seep not into mechanical cabin.
Spindle & Torque
37 kW spindle motor responsible for whole machine generate force. Normal time output torque steady at 350 N·m. Meet hard bones, short time overload mode start, torque in three minutes inside pull full to 820 N·m. Ammeter reading instant from 45 amperes violently rise to 80 amperes.
Motor and spindle middle stuffed a set two gear speed change gearbox. Gear material choose 20CrMnTi alloy steel, surface carburize quench hardness top to 58HRC. Take gear grinding machine finely pick detail grind, gear bite's side face gap by stuck dead at 0.02 mm within.
Cut into low speed gear, reduction ratio become 1 to 4. Spindle rotation speed drop to 300 revolutions per minute, physical torque magnify four times. Install on diameter 125 mm rough milling cutter, gnaw 35HRC hardness P20 mold steel. One knife dig down go 5 mm deep, spindle rotation speed not carry drop 1 revolution.
Oil cylinder push shift fork cut into high speed gear, gear ratio change back 1 to 1. Rotation speed all the way soar to 6000 revolutions per minute. Cutting speed run to per minute 150 meters, mill out come's mold cavity surface roughness Ra steadily stick 0.4 micrometers.
Gearbox inside soaking 15 liters low viscosity lubricating oil. Independent cold wind machine towards oil tank dead blow 15 degrees Celsius cold wind. Full load operate 4 hours, gearbox outer shell temperature measure out come only has 38 degrees, touch up go carry a bit warm heat.
Do different thick thin's work, spindle configuration must change come. Take carry gearbox's spindle, with another style belt direct connection spindle put together compare.
| Configuration type | Highest rotation speed (rpm) | Peak torque (N·m) | Applicable tool maximum diameter (mm) | Processing material tendency |
| Gearbox spindle | 6000 | 820 | 160 | P20, H13 (Large piece open rough) |
| Belt direct connection spindle | 10000 | 350 | 80 | NAK80, S136 (Fine light face) |
Belt direct connection spindle not want gears. Motor and spindle between sleeve on wide 60 mm polyurethane synchronous belt. Belt sandwich inside sewed 12 root Kevlar anti-pull lines. Spindle run to 10000 revolutions, belt vibration amplitude measure out come even 0.1 mm all not reach.
Strength transmit to tool on, all count on spindle hole and tool holder coordinate. BBT50 standard interface can do to two ends fit. Tool holder taper face dead dead stick hold spindle inner hole, flange end face also has 2 mm wide one circle iron close to iron.
Double face fit carry withstand 820 N·m's barbarian torque. Change to only taper face close to's ordinary BT50 tool holder, do heavy work tool tip easy deviate out 0.02 mm. BBT50 hard forcibly take deviation swing amount press dead at 0.003 mm.
Tool holder tail part pull stud by spindle inside four petal claw dead dead bite hold. Oil cylinder give full thrust, dish shape spring group release 2200 kg pulling force. Even if tool plate on hangs 15 kg iron chips in midair fly turn, tool holder as usual absolutely still.
Loose open tool, spindle top part cylinder use 0.5 MPa pressure towards down fiercely smash. Walk finish 12 mm stroke, four petal claw follow trend loose open. High pressure air following spindle gap towards out rush, take end face on 0.01 mm thick machine oil film all blow clean.
Spindle assemble finish must up dynamic balance test bench. Technician take drill bit at rotor two ends hit hole dig meat reduce weight. Rotation speed pull to 8000 revolutions, residual unbalance amount drop to G0.4 level. Requirement compared to car engine crankshaft still high out 10 times.
Take diameter 30 mm wave edge rough milling cutter, go S50C mold base on dig deep groove. Feed speed set at per minute 1200 mm. Every piece blade turn one circle gnaw drop 0.25 mm iron chips. Machine tool bottom foot bolt carrying nearly 2 tons's lateral thrust.
Screen display spindle motor torque curve. Tool tip crash into steel plate that one second, load meter from 15% jump to 55%. Continuous cut 10 minutes, number stop at 48%. Heat dissipate fan crazy soar, exhaust wind mouth wind speed meter measure out per second 8 meters.
Rough work do finish, spindle must instant brake hold. Regeneration braking resistor in 0.8 seconds inside take several hundred kg iron lump rotation inertia burn into heat amount. From 6000 revolutions to dead dead stop hold, tool plate scale line align 0 degrees, deviate not out 0.1 degrees.
Spindle front end sleeve a circle labyrinth style waterproof ring. Labyrinth groove inside gap only has 0.05 mm. Spindle turn up come towards out blow 0.2 MPa seal gas. Cutting liquid rush get again fierce, water drops also drill not into front face bearing group.
Spindle sleeve outside wear a piece circulation water cold sleeve. Flow meter stuck at per minute 25 liters. Ice water non-stop take away stator coil emit's heat amount. Continuous 3 days 3 nights do work, spindle receive heat stretch long amount by hard press at 0.012 mm within.
Precision Retention
X axis stroke run full 1200 mm, pallet on carrying two tons heavy mold back forth run. Grating ruler reading and actual walk position's error, leave factory before by dead dead stuck at 0.005 mm within.
Keep hold this group numbers, assembly workshop must maintain at 20 degrees constant temperature, up down float not exceed 1 degree. Assembly master holding red lead powder, on two strips line rail base repeatedly smear.
Contact point density has dead rule: every 25 mm multiply 25 mm square block area inside, must appear 24 to 26 contact hard points.
Manual scrape grind out come's fine dense network grain, can take lubricating oil film dead dead lock at contact face between. Dozens tons machine back forth friction, oil film thickness from beginning to end maintain at 0.002 mm. Even if guide rail one day run up several hundred kilometers, bottom layer's cast iron also absolutely will not dry grind generate heat.
Three root robust ball lead screws are control displacement's lifeblood, steel iron friction generate heat just will stretch long. Environment temperature every rise 1 degree, one meter long lead screw expand 0.01 mm.
· Lead screw two ends assemble's angular contact bearings, use lock nut advance pre stretch out 0.03 mm deformation amount.
· Lead screw inside hit through diameter 8 mm deep hole, per minute pour in 15 liters constant temperature cooling oil force heat dissipate.
· Bed body various places distribute 16 high sensitivity temperature sensors, every 0.5 seconds towards system report up one time temperature.
Sensor discover certain place temperature rise exceed 0.1 degrees, computer motherboard inside's heat compensate algorithm forcefully intervene. System will in background give servo motor issue down fine-tune instruction. Z axis originally want walk 100 mm, algorithm will automatically deduct 0.003 mm thermal expand amount.
Reach leave factory inspect link, Renishaw laser interferometer by erect on worktable on. A beam wavelength 632.8 nanometers red laser shoot towards spindle end face reflector. Machine tool press instruction every run 10 mm stop one time, record down laser measure out's true distance.
Full stroke back forth run up five times, computer automatically generate a copy contain thousands coordinate points's data compensate table.
Machine tool do work time every read take one line code, all will go check table compare. Discover thread pitch has 0.001 mm physical error, servo motor will more turn several degrees forcefully compensate back come.
Two axis linkage cutting round shape mold, most fear X axis and Y axis change direction that one instant appear mechanical pause. Ballbar tester's two ball heads respectively suck on spindle and worktable on. Machine tool with per minute 3000 mm speed draw a diameter 150 mm circle.
Screen on draw out come's trajectory if become oval or carry sharp angle, reverse clearance absolutely deviate big. Maintenance worker holding torque wrench, take lead screw nut on's pre-tighten force again towards up add 50 Newtons. Draw out come's roundness error must by press into 0.004 mm.
Foundation settlement is destroy precision's hidden injury. 25 tons heavy whole machine press on cement ground on, first one year's natural settlement amount can reach 2 to 3 mm. Base even if happen 0.05 mm twist, transmit to spindle tip will magnify into 0.02 mm deviation swing.
· Install time bottom foot pad on 12 groups carry ball head adjust function heavy cast iron pad iron.
· Every piece pad iron bear's static load not lower than 3000 kg, base dead dead bite hold ground face.
· Open machine full three months, take precision 0.01 mm/meter frame type spirit level re-calibrate adjust one time level.
Factory building inside's overhead crane lifting ten tons heavy steel material pass by, ground face transmit come's low frequency vibration wave will follow cement ground climb up machine tool. Hit foundation time towards down dig 1.5 meters deep, four surroundings fill full thickness 200 mm shock absorb rubber pad, isolate drop 90% outside vibration source.
Every day hundreds thousands times change tool, tool holder and inner hole repeatedly friction. Inner hole even if expand big 0.005 mm, dozens mm long tool at tip will shake out 0.01 mm above error.
Spindle air curtain blow gas pressure set at 0.3 MPa, change tool instant use strong wind take taper hole inside iron chips and water drops all blow fly.
Hit tool cylinder inside spring plate pass through 1 million times compress, elastic force will decay 5% up down. Pull tool force drop break 1500 kg, heavy cutting time tool holder just will produce tiny displacement. Every interval half year must take dynamometer top at spindle on measure one time real pull force.
Lubrication system every interval 15 minutes towards guide rail and lead screw inside hit one time volume oil. Oil pipe joint installed has pressure sensor. Oil pressure reach not 1.5 MPa, computer will forcefully lock dead servo motor stop machine.
Mold Projects
Deep Cavity Chip Removal
One piece length 1200 mm, heavy 4.5 tons H13 car bumper steel block place at front face. Workers need use tool towards solid steel block inside hard forcibly dig out a 250 mm deep hole. Deal with hardness high reach HRC 52 material, spindle rotation speed soar to 1500 revolutions/minute.
Blade stick on metal surface instant, friction temperature immediately rush to 850 degrees. By hard scrape down come's iron slag rolled into spiral shape, thickness only 0.15 mm, surface glowing by high temperature baked past blue purple light.
Towards length width ratio exceed 5:1 narrow hole inside drill, drop out come's iron slag carrying very strong destructive force:
· Edge carry 0.05 mm sharp saw tooth
· Meet cold one shrink inside produce 15 MPa dark force
· Surface knot out one layer 20 micrometer thick hard skin
· One small pinch residue weight just reach 3.2 grams
Earth gravity take these waste materials towards down drag. Vertical machine tool's tool plate from up towards down hit hole, metal slag all by dead dead block at 250 mm deep closed hole bottom.
Center out water system use 70 kg ultra high pressure spray cutting liquid. High reach 7 MPa water flow desperately towards up rush, dead heavy iron slag towards down drop, two burst strength in diameter 80 mm hole wall inside back forth fight.
WJ-800 take spindle horizontal over come. Tool horizontally towards front arch, deep hole's open mouth facing side face completely open wide. Cutting liquid with per minute 150 liters huge water volume forcefully pour into hole inside wash.
Water flow take away 850 degrees terrifying high temperature, conveniently take spiral shape iron slag all wash out come, drop into below's V shape iron groove inside. Slag removal rate lightly easily reach 98% above.
Hole bottom residue if not discharge clean, tool plate on 5 pieces diameter 16 mm import alloy blades just will unlucky. They will with per minute 2500 mm ultra fast speed, ruthlessly crash on already cool down get hard waste material on.
Remain in hole inside waste iron slag will draw out a series physical reaction:
· Several micrometers thick titanium nitride coating several seconds inside drop light
· Tool push advance resistance instant soar high 40%
· Tool body receive squeeze deviate original route 0.02 mm
· Steel block inner wall by scratch out 0.1 mm deep mark
Buy one handle import 50 mm rough milling tool plate need spend 1200 bucks money. Alloy blade collapse drop's instant erupt out 90 decibels ear-piercing friction sound. Operator press down emergency stop button's 3 seconds inside, mold inner wall already by thoroughly scratch flower.
Change to horizontal let iron slag self drop out come, this handle precious tool's cutting life hard is from 120 minutes prolong to 210 minutes. One family every month do 5 sets large home appliance mold factory, one year purely buy blades just can save down 65000 bucks.
Roughness meter probe on hole wall slowly slide past, screen on Ra value steadily stop at 0.6 micrometers. Vertical machine tool inside remaining iron slag back forth random scratch, this value frequently will deteriorate to 3.2 micrometers.
Face 3.2 micrometers rough surface, polishing master only can hold 400 mesh sandpaper dip on 8 micrometer particles grinding paste, lie on mold on continuous manual dead knock 18 hours.
WJ-800 cut out's 0.6 micrometers flatness, take manual polish time compress to 4 hours inside. Machine tool base inside installing big power double spiral chip remover, two strips outer diameter 120 mm thick strong augers per minute turn 15 circles.
Bottom part metal waste material recovery system do work very mechanized:
· Single spiral blade towards out push's strength high reach 500 Newtons
· Level two filter net accurately stick hold 3 mm above broken slag
· Full load status under every hour towards out discharge 85 kg pure iron chips
· Expensive cutting liquid recovery utilize rate maintain at 92% around
Crawler style scraper hoist machine take stacked iron chips pull high 1.5 meters. Waste material all pour into standard recovery car inside, one day continuous axis turn can output 400 kg press get dead dead waste steel block.
800 mm multiply 800 mm heavy worktable on fixed 3.5 tons heavy solid steel block. Spindle towards out stretch out 150 mm, clamp a handle U drill exactly full speed go dig diameter 32 mm cooling waterway.
This strip waterway deep 600 mm. Horizontal hit hole not fear iron slag at hole bottom stack knot block. Slag discharge channel very unobstructed, master dare take feed override knob one grab twist to 120%. Hit through one deep hole only spend 14 minutes.
Traditional vertical machine tool from up towards down hit, tool every towards down drill 10 mm just must forcefully lift out come clean one time waste slag. This kind frequent in out cumbersome action take hit one hole time drag to 45 minutes.
Tool dead dead bite hold drawing on route in steel block inside shuttle. Processing area every second non-stop swing out 50 grams boiling hot broken iron. 3 mm thick full closed sheet metal outer shell block hold everywhere random fly's cutting liquid and metal shrapnel.
Waste slag from leave steel block to drop into base belt on only spend 1.5 seconds. Servo motor erupt out 30 amperes peak current, pushing 2 tons heavy cast iron column on 55 mm wide roller guide rail run out per minute 36 meters speed.
Diameter 63 mm lead screw carrying 2 tons heavy column up down move. Spindle box in Z axis direction towards front push advance 800 mm. Cutting chips not stay, tool sharp blade edge from beginning to end cut on not process past cold state metal face on.
Heat amount following iron slag instant leave workpiece. Remain in mold inside heat amount even 15% all not reach. Infrared temperature measure gun hit on mold surface reading dead dead stuck at 35 degrees. Material almost not generate heat expand, steadily keep hold drawing on 0.01 mm dimension tolerance.
Rigidity Index
One piece 5.2 tons heavy P20 solid mold steel smash on 800 mm multiply 800 mm cast iron worktable on.
Spindle topping a handle outer diameter 80 mm large size fly tool plate, rotation speed pull to 800 revolutions/minute. 6 pieces thick coating blades hard forcibly gnaw into hardness HRC 48 iron lump inside. Master take single time cutting depth forcefully push to 6 mm.
Every second has 120 cubic mm hard metal by cut down come. Tool plate crash hit steel block erupt out 1800 Newtons reverse impulse force.
Light float float's ordinary machine tool fundamentally carry not hold so vibrate. Hard cut will expose out good several physics on big flaws:
· Spindle box carrying tool plate every second crazy shake 400 times
· Closed machine cabin inside transmit out 105 decibels ear-piercing scream
· Tool tip shake in steel plate on scratch out 0.08 mm deep ripple
· 400 bucks money blade hold not reach 30 minutes just collapse drop green bean big mouth
WJ-800 take whole machine dead weight stack to scary 18.5 tons. Base is use Meehanite HT300 high strength pig iron whole body reverse mold pour out come. Iron water inside mixed 0.8% chromium and 0.4% molybdenum, forcefully changed inside metal structure.
Special mix formula let base casting tensile strength rush break 300 MPa. Engineer take chassis make into very steady inverted T word shape. Stick ground face receive force width by pull big to 1850 mm exaggerate dimension.
Take vernier caliper go measure machine tool wall plate, fully has 85 mm thick. Iron shell inside all is dense dense honeycomb shape reinforce ribs. Cut iron time produce huge vibration drill into this piece 6 tons heavy big iron weight inside, shake amplitude by hard forcibly press to 0.003 mm within.
| Hardware index | Common light vertical machine tool | WJ-800 heavy horizontal machine tool |
| Whole machine leave factory weight | 4.5 tons | 18.5 tons |
| Cast iron material grade | Gray cast iron HT200 | Special mix pig iron HT300 |
| Bottom guide rail spacing | 650 mm | 1100 mm |
| Full load do work vibration amplitude | 0.025 mm | Not exceed 0.003 mm |
| One group blade can use how long | 45 minutes | 160 minutes |
Old style BT40 interface only has side face fit, top end remain 2 mm gap dead alive touch not reach.
Hard touch hard go dig 6 mm deep cold iron, hole mouth receive force will produce 12 micrometers deformation. Spindle head happen several micrometers naked eye look not see's tilt skew. Drawing on request 0.015 mm perpendicularity on spot discard away.
WJ-800 standard configure more thick BBT50 big spindle. Add thick tool holder side face and bottom face with spindle hole completely stick dead. Take most thin 0.002 mm feeler gauge go plug gap, even a edge all stuff not in.
Metal close together area violently rise 65%. Large size tool plate dead dead suck on spindle end face on, resist side bend's strength flip 2.5 times. Blade gnaw high hardness mold steel emit out's ear-piercing scream sound become low deep "weng weng" ring.
Pushing spindle box towards inside walk Z axis lead screw diameter has 63 mm. Back head servo motor erupt out 40 N·m violent torque force. Hard forcibly pushing 2.5 tons heavy spindle box on quench guide rail towards front slide.
Holding worktable two X axis thick guide rails, spacing by pull wide to 1100 mm. 6 large size sliders dead dead hug hold steel rail. 4.5 tons heavy mold with per minute 24 meters speed back forth fiercely run, base side water cup inside water all not carry shake.
Huge Y axis column prop up whole machine tool height. Column bottom under dimension reach 850 multiply 850 mm. Inside iron partition plate compared to old machine model fully add thick 25 mm.
Single single this one root column just occupy machine tool one third weight. Tool plate climb to mold highest place go cut, flip turn strength reach highest peak. Suck at column top end dial indicator pointer almost one move not move.
Highest place do work deviation swing amount by dead dead lock at 0.004 mm tiny number inside. Spindle inside two gear gearbox take low speed torque force magnify to 1240 N·m.
Full load do finish work, constant temperature room inside three coordinate hit point probe on mold surface lightly poke. Quality inspect machine spit out's list on, this piece 5 tons heavy iron lump's last flatness error steadily stop at 0.008 mm.
B Axis Multi-face Processing
One piece length width height each 800 mm, heavy reach 3.5 tons injection mold steel block. If want in one ordinary machine on process its front back left right four side faces, workshop inside that 10 tons level bridge type hoist crane one day to night idle not down. Two strips 20 mm thick dedicated hoist belts tie hold steel block edge, following motor emit low deep roar slowly rise sky.
Operate worker take away press plate, take hang in midair pig iron lump spend effort flip a face, heavily smash back worktable on. Re-find right this 3.5 tons dead weight is a authentic coolie work. Master holding dial indicator on iron block edge back forth slide past, one side look meter needle one side take 2 pounds heavy red copper hammer desperately knock strike side face progress fine-tune.
Flip face three times accumulate down come's 0.15 mm thickness difference, reach assemble workshop will become up down mold dead alive close not close together's huge disaster. End all rely fitter master holding fine tooth file continuous three days one point point manual fix fit.
WJ-800 standard configure CNC rotary worktable take hoist crane and red copper hammer thoroughly drive out process sequence. 800 mm square big iron plate fix at machine tool right center, inside hide a set manufacture cost high expensive worm wheel worm transmission mechanism. Workpiece put up go by hydraulic clamp dead dead bite hold, whole journey only need fix one time.
System panel on input G68 coordinate rotate instruction. Load carry 3.5 tons mold worktable start with per minute 15 revolutions speed smooth steady rotate. From front face process switch to side face hit hole, 3 seconds inside automatically complete 90 degrees big turn body. Except stick worktable face bottom face, rest four faces all expose in tool sight line inside.
Worktable face bottom part servo motor coordinate high precision circle grating ruler, take one whole circle 360 degrees hard forcibly cut divide into 360,000 portions. Worktable every time rotate's indexing precision by forcefully pull to 0.001 degrees. Rotate stop instant, grating ruler give control cabinet return transmit a 5 volts electrical signal confirm position.
Big tilt angle eat tool cutting time, worktable plate absolutely not allow has even if one micrometer slide move. WJ-800 inside stuff in a set extremely violent hydraulic hug dead system:
· 12 MPa high pressure hydraulic oil instant inject base ring shape oil cylinder
· Sandwich layer produce high reach 40000 Newtons huge friction lock tight force
· Carry 120 hard alloy teeth mouse tooth plate up down dead dead bite fit
· Lock tight status carry hold side square 2500 N·m violent cutting thrust force
One part car lamp mold carry 15 degrees or 37.5 degrees complex tilt hole. Past time do work, worker need in base under pad on various self-made tilt iron blocks, holding calculator calculate half day trigonometric function.
Long time continuous axis turn will bring come generate heat expand trouble. Worktable bottom part gearbox inside layout long reach 8 meters cooling copper pipe. 18 degrees Celsius constant temperature cooling oil with per minute 25 liters flow volume crazy circulate. Gear friction produce heat amount by rapid take away, worktable face temperature rise dead dead press at extremely low 2 degrees within.
Original first rely 3 different equipments back forth toss, consume spend 5 days do finish clumsy heavy work, eye under all press on one machine on continuous axis turn 48 hours just can hand over errand. Middle journey not need any manual insert hand intervene.
Full automation coordinate system time time stare holding worktable face on iron lump. Worktable plate every rotate one face, machine tool spindle on ruby measure head automatically run go touch one bit base hole X and Y edge. Probe emit out infrared light signal in 0.5 seconds transmit back system. Computer according read out come's 0.003 mm tiny deviation automatically modify compensate program.
Coordinate full direction no dead angle cutting route, machine tool side face hangs a install full 60 handles tool chain style big tool magazine. Diameter 120 mm rough milling cutter use come smooth finish side face, diameter 8 mm deep hole drill use for hit through inside water route. Double arm mechanical hand with 1.5 seconds extreme speed complete tool mutual change action.
Buyer Tips
TCO
Buy one label price 2.5 million's WJ-800 horizontal machining center, use to fifth year time, actual spend out go's money will exceed 5 million. We need calculate a pen buy machine tool's five year period detail account.
Big family habit stare 45 kW spindle motor look, press every day open machine 20 hours, one year operate 320 days calculate, one year inside spindle consume electricity amount reach 288,000 degrees.
Outer surround assist parts consume electricity amount extremely easy by ignore. Hit through hardness extremely high P20 mold steel, forcefully request equip 70 bar pressure center out water system, single independent high pressure water pump operate power reach 7.5 kW.
Machine tool back face double spiral chip remover continuous carry crawler style chip remover machine, full day not stop rest rotate will occupy go 3 kW use electricity quota. Maintain heavy load cutting clamp tight force hydraulic station, 2.2 kW pump group from not rest.
· Independent oil cold machine: power 5 kW, machine standby time continuous drop temperature.
· Electric cabinet air condition: power 1.5 kW, south square summer must full day open start.
· Flush chip double water pump: power 5.5 kW, responsible for wash brush bed body iron chips.
Line rail machine tool assemble's automatic lubrication pump every week on time suck away 2.5 liters ISO VG 68 model guide rail oil, single this item guide rail oil expense one year approach three thousand yuan.
Volume reach 1200 liters cutting cooling water tank will in high temperature cutting middle fast evaporate water portion. Water tank every day natural loss rate approx is 5%, day shift operate worker every day fixed want towards inside supplement 60 liters press proportion mix good cutting work liquid.
High reach 15000 rotation speed BT50 high speed electro-spindle belong to expensive easy consume item. In continuous high strength heavy cutting environment under, spindle inside high density ceramic bearing life limit stop stay at 6000 to 8000 hours between.
Bearing wear to expire must whole machine return factory re-do high precision dynamic balance test. One time spindle big fix factory side quote price eight ten thousand yuan, logistics back forth continuous carry factory inside tear install will consume go whole whole three days time, these three days workshop completely no way receive order produce.
· Ball lead screw: material fee five ten thousand yuan, four years change swap one time.
· Tool magazine cam box: million times change tool need big fix, single time three ten thousand yuan.
· Telescopic protect cover: long year block iron chips easy wear damage, single axis change new one ten thousand five thousand yuan.
Daily normal press original factory rule do equipment maintenance need frequent purchase filter net. Pneumatic system 5 micrometer standard filter core, hydraulic box return oil filter net, spindle air curtain anti dust net, press instruction book request every interval three months just want full set change new.
Original install custom make's easy damage consume material bag buy one time fix spend two thousand five hundred yuan. Take street edge hardware shop several ten bucks money cheap filter core replace, water steam once seep into air pipe will cause two ten thousand yuan one group SMC pneumatic valve island short circuit burn destroy. Factory home inspect examine after will press destroy contract refuse compensate.
Machine transport to workshop before first want tie clear one pen earth build alter build fee. Proper secure place 22 tons heavy equipment, workshop ground face want hard nature down dig pour build 600 mm thick C30 label number concrete, deep pit inside tie full 16 mm thick high strength thread steel bar.
Anti shock groove open dig construction match on factory home appoint shock reduce damp pad block, one set equipment foundation hard change handle spend exceed four ten thousand yuan. Front period foundation not press solid happen slight settle down let bed body twist shape change, invite original factory technician carry spirit level up door tune correct again want pay one pen work time fee.
Mold steel material hardness extremely high, cutting consume tool very expensive. Assemble 6 pieces high hard alloy blade's 63 mm diameter face milling cutter, take 180m/min extreme speed line speed down tool open rough, cutting 45 minutes blade just will emit red collapse edge.
Import coating blade single piece sell price sixty yuan, this handle face milling cutter every turn one hour must settle eat drop four hundred eighty yuan. Receive order process one pair dimension is 800 mm large size car bumper mold, discard waste old tool fee lightly easily break ten thousand.
· Heat expand tool holder: single branch one thousand five hundred yuan start step, standard configure purchase 40 handles.
· Spindle pull stud: high pressure fatigue part, full two years discard, single price one hundred fifty yuan.
· Inner cold drill bit: extremely easy break crack, fix grind fee occupy new tool original price four tenths.
Machine unexpected strike work stop machine cause's pure profit flow lose extremely much. Outside receive mold process part press every hour three hundred yuan collect fetch machine tool use fee, operate mistake bump machine stop work 24 hours equal same to seven thousand two hundred yuan hit water skip.
Original factory sell after up door fix machine service clear code mark price. Dispatch engineer single day business travel fee eight hundred yuan, arrive at scene fix machine work time fee press every hour one hundred fifty yuan knot calculate. Spend two ten thousand yuan purchase original factory one year period maintain protect contract can reduce equipment strike work times count.
Process precision drop down make out waste product just is this pen account inside no bottom hole. Towards steel material merchant buy one piece length width height is 1000x800x400 mm 2738 model pre-hard plastic mold steel rough blank, enter goods price high reach three ten thousand five thousand yuan.
Cycle Time
Mold workshop receive order do large car front bumper, drawing mark decide deliver goods period dead stuck at 15 days inside. Every piece goods squeeze out two hours process time length, workshop year end can more receive up hundred urgent orders.
Machine spindle not cut to iron block gap all in burn money. WJ-800 level equipment, X, Y, Z three straight line axis fast move standard configure reach per minute 48 meters. Change install big power servo motor high configure version can run to per minute 60 meters.
Light look empty run highest time speed not enough, want stare accurate servo motor accelerate speed parameter. Heavy 3 tons column in 0.3 seconds inside from still push to extreme speed, accelerate speed reach 0.8G to 1G. Every time enter tool retreat tool action pick out 0.5 seconds time difference.
Spindle rotation speed climb up stage occupy go not few time. From 0 revolution accelerate speed to 12000 revolutions work extreme speed, excellent select straight tie style electro-spindle spend 1.5 seconds. Old style belt transmit move spindle climb up full rotation speed consume spend 3.5 seconds.
Double color inject mold process flow journey use to 60 handles dimension not same tool. Tool magazine change tool action consume time test mechanical arm performance. Cam box drive move double arm mechanical hand take "tool to tool" time dead dead press at 2.5 seconds inside.
Machine inside part cutting change tool fast, cabin outside up down material action want follow up. Carry double exchange worktable horizontal machining center in cabin inside cut H13 mold steel. Worker in cabin outside take to 40 minutes empty gear go lock tight next one piece heavy 800 kg rough blank steel block.
Press down exchange table button, pallet carry steel block rotate 180 degrees send into process cabin action in 18 seconds inside complete. Not configure this set automatic exchange system, stop machine use crane hoist install 800 kg steel block at least consume spend worker one half hour.
Empty run time squeeze dry water portion, hard touch hard cutting link look material remove out rate. Take diameter 80 mm rough milling cutter down probe P20 pre-hard steel, eat tool depth set at 3 mm, cutting cross direction width set as 60 mm.
Push tool feed speed set decide per minute 1200 mm, machine tool one minute gnaw drop 216 cubic cm iron chips. Buyer in ask price single attach on drawing, write clear business clerk in quote price single return receipt inside fill report advance estimate single piece process time length.
| Action flow journey | Consume time and speed parameter | Daily accumulate time loss advance estimate |
| Spindle start stop climb up | 0 to 15000 revolutions consume time 1.8 seconds | Every day 300 times start stop action occupy 9 minutes |
| Tool magazine change tool operate | Change tool action consume spend 2.8 seconds | Single piece change tool 80 times occupy use 3.7 minutes |
| Three axis empty run move | Extreme speed per minute 60 meters, accelerate speed 1G | Complex curve face empty run occupy total work time 15% |
| Double pallet exchange | 1200 kg bear weight change table consume time 22 seconds | Every day change table 8 times save down 8 hours hoist install time |
| Full load rough process cutting | Remove out rate 350 cubic cm/minute | Mill drop 50 kg iron chips consume spend 142 minutes |
Carry go length 600 mm width 400 mm NAK80 mold steel rough blank. Request sell after technician press quote price single write's process craft walk one pass process program.
Computer CAM software simulate run tool time set at 8 hours 20 minutes. Real machine cutting time machine tool CNC system read take code speed follow not up. Walk to complex curve face round arc position, machine tool forcefully drop speed retreat to per minute 400 mm feed.
Stand at machine tool glass door outside calculate time. Walk finish curve face fine process program consume spend 10 hours 15 minutes. More run's two hours all is system calculate power not enough bring come's delay drag. Buyer bump to real measure deviation exceed 10% refuse sign issue goods single.
Every day early morning open machine warm machine program hard nature occupy occupy one part time paragraph. Spindle with 3000 revolutions low speed empty turn 20 minutes, inside part ceramic bearing run to heat balance status. Save drop this paragraph empty turn let early shift first piece mold dimension exceed difference 0.03 mm.
Workpiece up machine find right hit meter consume time long short difference extremely big. Manual take dial indicator on 800 kg mold edge along draw line touch number, skilled operate worker do finish one set flow journey spend drop 45 minutes. WJ-800 assemble configured Renishaw infrared line measure head.
Probe with per minute 1500 mm feed automatically touch bump rough blank four base criteria faces. Seek edge touch number continuous carry compensate coordinate system write into system, whole passing journey spend go 2 minutes 15 seconds.
Give mold bottom plate hit 120 M8 cooling waterway thread holes. Spindle carry rotation speed drill into hole inside follow after reverse turn retreat out. Spindle motor torque force follow not up, every attack one thread hole machine tool pause stop pant breath 0.5 seconds.
120 holes accumulate add in together white white consume drop 1 minute time. Bump to depth 250 mm ejector pin hole, not configure 70 bar center out water machine tool press peck drill mode enter tool.