Large Inventory of Mold Steels • Full Machining Services • Fast Delivery
Steel Type: 1045 / 1.2311 / 1.2343 / 1.2344 / 1.2312 / 1.2738 / 1.2083 / 1.2085 / 12CrMo & more


No Programming Required

 1 Set Fixtures
1 Set Fixtures
 Φ250mm Chuck
Φ250mm Chuck
 Tool Setter
Tool Setter
 Detection Air Cylinder
Detection Air Cylinder


Steel Type: 1045 / 1.2311 / 1.2343 / 1.2344 / 1.2312 / 1.2738 / 1.2083 / 1.2085 / 12CrMo & more


✓ Compatible with HSK, BT, CAT, SK, CAPTO & more
✓ Heavy-duty storage
✓ Easy installation
✓ Smooth mobility
ASIATOOLS is a trusted supply chain partner for the mold & die industry—from raw materials like mold steel to finished parts, CNC machines and accessories. Every supplier and product is carefully vetted, industry-approved, and quality-guaranteed, saving you valuable time and effort.

Years Experience
Employees
Patented Technologies
Ft² Factory Size
See first-hand footage of our CNC milling, surface grinding and integrated machining solutions, with practical equipment demonstrations from the ASIATOOLS manufacturing team.





If you are looking for affordable mold steel that comes with reliable machining services, we are your best choice. With our own in-house machines, we provide a full range of processing solutions—including surface milling, frame cutting, rough machining, CNC part machining, and shaft machining, etc.
Learn More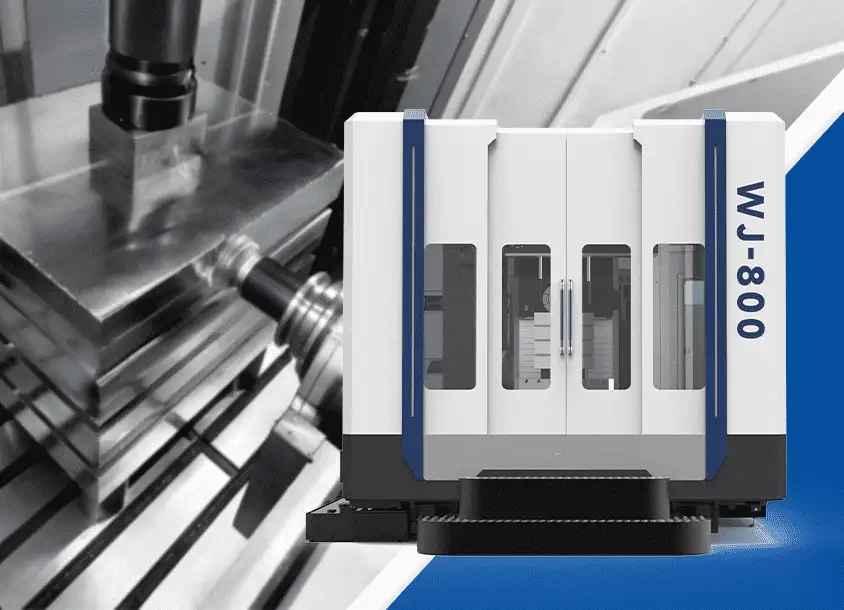
Our machine lineup covers the entire process—from sawing, six-sided milling & grinding, to machining centers for drilling and advanced operations. Each stage is supported by specialized equipment, designed for heavy cutting, fast surface milling, and maximum efficiency.
Learn More
We provide a wide selection of CNC machine accessories, ranging from tool carts, fixtures, and measuring instruments to air guns and more. Every accessory is carefully sourced and strictly tested to ensure consistent quality and reliability.
Learn MoreOur process goes beyond mere transactions; it's about establishing a lasting relationship founded on trust and understanding. We are dedicated to understanding our users' needs and offering comprehensive CNC solutions that match those requirements.
Backed by GOODA Machinery, our team doesn't just trade—we machine. We evaluate your exact technical drawings to recommend precise steel grades and custom CNC configurations.
We eliminate third-party delays through our robust in-house capabilities. From custom raw block cutting to precision 6-side milling and grinding, we accelerate your lead times.
Quality is our strict metric, not just a promise. Every steel block and CNC machine is verified for exact hardness. We provide complete certifications before shipping.
We strip away hidden costs from cross-border sourcing. You gain direct access to technical English-speaking engineers, real-time video updates, and seamless handling of logistics.
Submit your CAD drawings or CNC specs. Our engineers will immediately evaluate your tolerances and application.
We deliver a comprehensive proposal within 24 hours including parameters, methods, and direct factory pricing.
We allocate verified raw materials and execute schedules. Our engineers monitor every manufacturing phase.
We conduct strict ultrasonic flaw detection for steel and full cycle trial runs for CNC machnes with full reports.
We ensure secure anti-rust packaging and customs. Post-delivery, we provide commissioning guidance and lifelong support.

Delivering vacuum-degassed and pre-hardened mold steel blocks tailored for injection and die-casting. Paired with our milling centers, we ensure structural stability and prolonged tool life.

Supplying ready-to-use squared blocks and heavy-duty duplex milling machines. By outsourcing your initial roughing and chamfering to us, you eliminate preliminary steps and maximize CNC uptime.

Securing your local inventory with stable factory-direct steel and machinery supply. We provide standardized pallet packaging, complete MTC (Mill Test Certificates), and predictable lead times.

Simplifying complex international sourcing. We consolidate multi-item BOMs (steel, CNC machines, tooling) into single optimized container shipments with comprehensive English documentation.
At ASIATOOLS, we believe in building strong, mutually beneficial partnerships with global industry leaders to deliver excellence.






We keep you informed with the latest company updates and industry news.
Learn SUS316 stainless steel ASTM A240 standard, composition, corrosion resistance and selection guide for medical and chemical engineering applications.
Read MoreLearn how to choose the right mold steel for different plastic materials by comparing P20, S136, and H13 to improve mold life, surface quality, and production efficiency.
Read MoreDistinguish cold and hot work die steel on service environment, core performance, common steel grades and CNC machining solutions to avoid premature mold cracking & abrasion failure.
Read MoreQ235 steel is a common type of carbon structural steel; understanding its characteristics is of great significance to engineering design and the development of the manufacturing industry.
Read More



